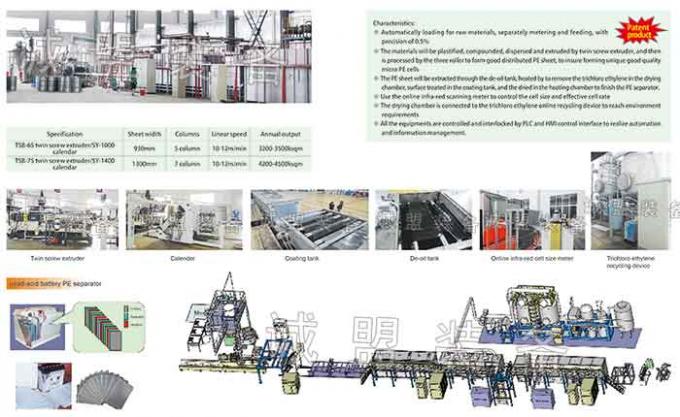
Separador celular do polietileno para a bateria do acumulador acidificado ao chumbo que combina a linha de produção da extrusão
I. sistema de alimentação automático da matéria prima:
Carregue a matéria prima UHMWPE, SiO2, preto de carbono, antioxidante e o aditivo no funil de carregamento, alimentação conforme o que a proporção que mede em pesar o funil por contínuo (pó, grânulo) pesando o bloqueio do sensor cada movido a motor do funil de carregamento, o líquido de enchimento especial do óleo é alimentada no funil de peso líquido pela bomba de medição líquida, a precisão de controle do sensor de peso contínuo e líquido é 0,5%, sistema de controlo adota o controle do bloqueio do PLC de Siemens.
II. sistema de extrusão gêmeo da extrusora e da folha de parafuso:
Use a extrusora de parafuso gêmea combinando a dispersão e expulsar da matéria prima misturada. A cama é cama móvel, conveniente para o parafuso que substitui e limpar, equipada com o sistema de injeção líquido, adicionando a porcentagem do óleo especial pode ser alterada em linha de acordo com as exigências do processo. Após a passagem através de um filtro, o derretimento é impulsionador por uma bomba do derretimento, e então expulso uniformemente a moldar telas largas pela folha morra, e mova-se no passo seguinte da formação de folha.
III. unidade da formação de folha do Cinco-rolo:
o calendário 5-roller para fazer calendaring, dar forma e formar da última folha morre derretimento da carcaça. Use o controlador de temperatura independente do molde para controlar a temperatura pelo óleo térmico, precisão do rolo de controle da temperatura: ≤±1℃. O rolo é conduzido pelo redutor vertical e a velocidade controlada pelo inversor e pelo bloqueio com PLC, ajuste hidráulico para a diferença do rolo, precisão pode ser ajustada a ±0.015mm para assegurar a espessura uniforme do separador do PE. Através do dispositivo do aparamento, refrigerando transportando o suporte, calibre de espessura em linha, a folha de formação é transportada ao passo seguinte transportando a máquina.
IV. tanque Deoiling:
Adote o corpo de aço inoxidável ajustável do tanque do special, o tanque é separado a 7 tanques internos dos PCes, que é para o armazenamento do líquido de TCE de acordo com a escada a fim diluir ponto por ponto o óleo especial. Cada tanque interno é configurado para cima e para baixo rolos, para baixo rolo pode ser levantado para cima e para baixo de modo que a folha possa ser imergida no líquido de TCE avante como para baixo o rolo após o enrolamento, ele pode controlar a folha que fica o tempo no tanque deoiling ajustando a altura de levantamento para assegurar à reunião deoiling da capacidade as exigências do processo. Os rolos são conduzidos pelo motor de redução, transmitido pela roda chain da fileira dobro e a corrente, a velocidade controlada pelo inversor da C.A. e o bloqueio com PLC, asseguram para ser síncronos com a linha velocidade da folha, escala ajustável da linha velocidade: 5~12m/min.
V. tanque de secagem:
Adote pelo tanque de aço inoxidável. 16 rolos grandes do diâmetro com aquecimento são distribuídos uniformemente dentro do tanque. Cada par de rolo de aquecimento configurou para cima e para baixo para aquecer uniformemente o separador do PE. O calor e o volátil do rolo de aquecimento o TCE no micro separador do PE do furo, o gás volatized de TCE eram bomba no dispositivo da adsorção da condensação para em linha reciclar. Os rolos são conduzidos pelo motor de redução, transmitido pela roda chain da fileira dobro e a corrente, a velocidade controlada pelo inversor da C.A. e o bloqueio com PLC, asseguram para ser síncronos com a linha velocidade da folha, escala ajustável da linha velocidade: 5~12m/min.
VI. Tanque do revestimento:
Adote o tanque de aço inoxidável, o revestimento é revestido na superfície do separador quando a passagem do separador do PE através do tanque, o rolo é configurada para cima e para baixo dentro do tanque, para baixo rolo está com para cima e para baixo a estrutura de ajuste móvel para controlar o separador do PE que passa a hora ao tanque do revestimento de assegurar à reunião de superfície do revestimento as exigências do processo. Os rolos são conduzidos pelo motor de redução, transmitido pela roda chain da fileira dobro e a corrente, a velocidade controlada pelo inversor da C.A. e o bloqueio com PLC, asseguram para ser síncronos com a linha velocidade da folha, escala ajustável da linha velocidade: 5~12m/min.
VII. Tanque de secagem de revestimento:
Adote o tanque de aço inoxidável, rolos grandes do diâmetro de 14 pares com aquecimento são distribuídos uniformemente dentro do tanque. Cada par de rolo de aquecimento configurou para cima e para baixo para aquecer uniformemente o separador do PE para conseguir a finalidade de secagem do revestimento. Os rolos são conduzidos pelo motor de redução, transmitido pela roda chain da fileira dobro e a corrente, a velocidade controlada pelo inversor da C.A. e o bloqueio com PLC, asseguram para ser síncronos com a linha velocidade da folha, escala ajustável da linha velocidade: 5~12m/min.
VIII. medida infravermelha em linha do dispositivo da monitoração do furo:
O dispositivo está consistindo na fonte luminosa, no grupo do CCD, na unidade de processo de dados, no IPC, no displayer e na estrutura mecânica etc. Os dados recolhidos pelo sensor da imagem latente do CCD são indicados no displayer após ter feito o processamento e a análise que para em linha detectar o diâmetro do poro faça sob medida e outros defectives no seperator do PE. Ilumine o alarme ao micro furo no separador do PE que é mais grande do que o tamanho avaliado (4μm) e faça um registro ao mesmo tempo e bloqueie com o sistema do PLC. Quantidade: 2sets. Um é colocado na parte dianteira da entrada do tanque deoiling, outro é colocado no de trás da saída do tanque de secagem de revestimento.
IX. sistema bonde do cotnrol:
Adote o sistema de controlo do PLC de Siemens para o controle do bloqueio de equipamentos completos. O sistema de controlo recolhe todos os tipos dos dados e fornece HMI para fazer todos os tipos da informação a ser processado no tempo real, realiza a gestão da automatização e da informatização. Escala do controle do bloqueio do PLC: Auto sistema de alimentação, sistema de mistura, extrusora de parafuso gêmea, calendário de 5 rolos, tanque deoiling, tanque de secagem de forno, tanque do revestimento, tanque de secagem, sistema de medição infravermelho em linha do furo. O módulo do PLC é série de Siemens S7-1200, adota 12" tela táctil da cor de Siemens das polegadas.
X. dispositivo de reciclagem da condensação do gás de TCE:
Adote a condensação e adsorção profunda o processo integrado, primeiramente condensado o gás misturado do gás e do ar de TCE a -40℃, a maioria do gás de TCE no ar misturado liquefeito e descarga no tanque de armazenamento do óleo em seguida através do separador da óleo-água, a mistura de gases residual entra no tanque da adsorção que se encheu com o carbono ativado para fixar o TCE restante, para bombear para fora o TCE fixado e então para o pôr no condensador ao condensado no líquido à reciclagem e para descarregar o ar processado na atmosfera. Capacidade de processamento do dispositivo: 600Nm3/h, categoria à prova de explosões: Ⅱ BT4 de d, gás recovery≧95% de TCE.
XI. Óleo que separa o dispositivo:
O líquido recolhido do óleo do tanque deoiling e da mistura de TCE entra na chaleira especial da reação do óleo, chaleira da reação é de aço inoxidável, volume é 500~1500L, equipado com o dispositivo de aquecimento bonde e a lâmina de mistura para fazer uniformemente o calor líquido, usa as características que o ponto de ebulição de TCE é mais baixo do que lubrifica, a chaleira da reação equipada com a coluna de fracionamento vertical separando o líquido temporário do gás e do óleo de TCE. O óleo separado entra no tanque de reciclagem, o gás de TCE é reciclado após a condensação.





